全国招商热线


全国招商热线

电 话:0730-7628111
0730-7623280
手 机:13908406127 陈先生
传 真:0730-7637102
邮 箱:sales@yydls.cn
网 址:www.yydls.cn
地 址:湖南省岳阳市荣家湾生态工业园 19号
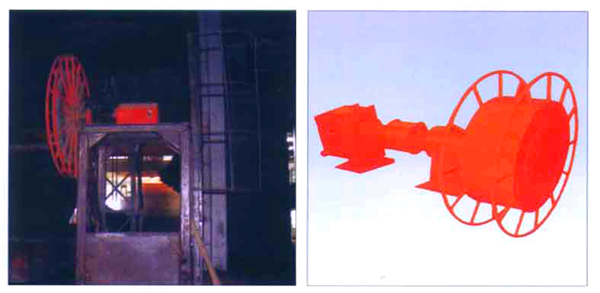
根据不同矿物磁性率的大小,遵守最大化回收理念,采用国内高性能磁性材料,利用专业的聚磁原理设计,达到了目前国内最理想的分选效果,可以有效地为企业降低生产成本、减少消耗、极大限度的增加选矿厂的经济效益。生产的干式磁选机筒表面磁场强度深、磁系包角大、磁场强度稳定、传动系统稳定可靠、提高矿石入磨品位。
是按矿物颗粒磁性的差别来进行选分的。是矿粒在磁选机中进行分离的:当矿物颗粒和脉石颗粒通过磁选机磁场时,由于矿粒的磁性不同,在磁场的作用下,它们运动的途径不同。磁性矿粒受磁力的吸引,附着在磁选机的圆筒上,随着圆筒一起被带到一定的高度后,脱离磁场从筒上利用高压冲洗水冲落。非磁性即脉石颗粒在磁选机磁场中不受磁力的吸引,因而不能附着在圆筒上,从而得到二种产品,一种是磁性产品进入精矿箱,一种是非磁性产品进入尾矿箱。

矿浆经给矿箱流入槽体后,在给矿喷水管的水流作用下,矿粒呈松散状态进入槽体的给矿区。在磁场的作用,磁性矿粒发生磁聚而形成“磁团”或“磁链”,“磁团”或“磁链”在矿浆中受磁力作用,向磁极运动,而被吸附在圆筒上。由于磁极的极性沿圆筒旋转方向是交替排列的,并且在工作时固定不动,“磁团”或“磁链”在随圆筒旋转时,由于磁极交替而产生磁搅拌现象,被夹杂在“磁团”或“磁链”中的脉石等非磁性矿物在翻动中脱落下来,最终被吸在圆筒表面的“磁团”或“磁莲”即是精矿。精矿随圆筒转到磁系边缘磁力最弱处,在卸矿水管喷出的冲洗水流作用下被卸到精矿槽中,如果是全磁磁辊,卸矿是用刷辊进行的。非磁性或弱磁性矿物被留在矿浆中随矿浆排出槽外,即是尾矿。

影响的磁选效果的因素有很多,比如给料颗粒大小、给浆浓度、给料厚度、磁选机磁系偏角等等,针对于磁选机磁选效果的影响因素,有完善的处理解决方案,可根据客户当地实际情况做出相应解决方案,并及时派遣工作人员进行技术指导。建立客户档案跟踪服务,定期回访,为客户提供全面的技术支持。

专业永磁干式磁选机在转盘转动过程中,分选箱进入磁场区,齿板被磁化,当给矿嘴将矿浆送入分选箱中,弱磁性矿物被吸附在齿板上部齿尖上,非磁性尾矿逐渐通过齿板间隙排入分选箱下部尾矿槽,在排出机外.当分选箱转至中矿冲洗嘴下方时,冲洗水将吸附在齿板上部的矿物充至齿板下部。并将夹杂的脉石连生体和少量矿物一起排入中矿槽,在排出机外,当转动与磁极中心线相垂直的位置时,分选箱便处于中性区,由精矿冲洗嘴喷入高压水,将精矿入接矿槽.在排出机外而完成选矿过程.永磁干式磁选机生产厂家成四个独立的分选过程,一般是平行作业,也可以串联起来完成流程中不同的作业。

在生产运行中,由于磁选机性能是不变的,入料中磁性物含量大小一般也是不可调整的,因此它反映的就是现场操作水平,而且由于精矿中品位满足要求时,对性能效率影响很小,这样,在实际生产中可以检验尾矿单位体积带介量和尾矿中磁性物含量大小这两个值快速确定磁选工艺的效果。该设备采用性能效率作为磁选机工艺效果的评定指标,同时采用磁选机尾矿中单位体积带介量大小来反映磁选机的工作状态。一般要求精矿磁性物含量大于90%,性能效率大于99%或尾矿体积带介量小于0.30g/L。精矿磁性物含量低于85%时,重悬浮液系统很难保持稳定,此时不需要计算性能效率即可直接评定该磁选工艺不合格,这样就避免了可能由于精矿磁性物含量很低但性能效率较高而导致的评定偏差,对于双段磁选工艺,采用综合评定。



